




殖--安陽眾興育菇房")


備")
縱橫剪設(shè)備
縱橫剪設(shè)備的覆膜裝置指的是在覆膜機(jī)上貼上一層薄膜,防止設(shè)備的便送面因?yàn)椴僮魇д`而出現(xiàn)劃傷,影響設(shè)備的生產(chǎn)精度。
品中心")
")

![]()
")
![]()

一、工藝流程
JZ-3.0x1700縱剪(分條)機(jī)組的工藝制造流程可以分為上料→開卷→矯平→剪料頭→活套→導(dǎo)向→分條→活套→張力→卷取→下線等幾個(gè)步驟,按照制造的流程進(jìn)行制作以提高該機(jī)組的制造效率。
二、主要的系統(tǒng)介紹
1、液壓系統(tǒng)
液壓站一套,工作壓力12MPa,電機(jī)和泵采用國內(nèi)知名產(chǎn)品,電磁換向閥采用引進(jìn)德國力士樂技術(shù)的北京華德的高壓大流量系列產(chǎn)品,經(jīng)久耐用,該系統(tǒng)還配有風(fēng)冷系統(tǒng),可以幫助設(shè)備盡心冷卻。
2、氣動(dòng)系統(tǒng)
JZ-3.0x1700縱剪(分條)機(jī)組的氣源,用戶可以自備,但是起源氣源的工作壓力不低于0.5Mpa,流量不小于0.1m3/min。設(shè)備可以使用電磁閥作為設(shè)備的回路控制,將設(shè)備中的水氣分離,再使用油霧潤滑,提高系統(tǒng)的使用效率。
3、電氣設(shè)備
JZ-3.0x1700縱剪(分條)機(jī)組的電器控制系統(tǒng)包括電控柜、主、副操作臺,防護(hù)等級為IP41。設(shè)備的主操作臺可對整線進(jìn)行操作控制,設(shè)備中設(shè)有觸摸屏,所有參數(shù)的輸入和修正可通過觸摸屏完成,方便操作人員的使用。數(shù)據(jù)能儲(chǔ)存和調(diào)用,以縮短開機(jī)調(diào)整時(shí)間。有故障報(bào)警燈和急停按鈕。
4、供電、氣及油
用戶在使用JZ-3.0x1700縱剪(分條)機(jī)組時(shí),要負(fù)責(zé)將電源也就是三相五線制的電源引至電氣控制柜,保證電源的使用。用戶還要自備氣源,同時(shí)買方還要提供調(diào)試必用材料及標(biāo)準(zhǔn)工具,買方自備減速機(jī)齒輪油、液壓油、潤滑油,為機(jī)組的使用固定的添加潤滑。
三、設(shè)備簡述
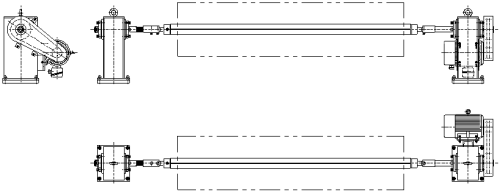
4.1.卷紙機(jī)
a) 卷紙機(jī)是將鋼帶卷夾層間的襯紙收卷在一個(gè)紙?zhí)淄采稀<執(zhí)淄蔡自跉鈮号蛎涊S上沖氣,氣壓膨脹軸徑增大將紙?zhí)淄裁浘o。氣壓膨脹軸裝卸方便——只要人工克服軸向彈簧的壓力(230N)就可以將氣壓膨脹軸與卷紙卸下。
b) 卷紙機(jī)采用變頻力矩控制電機(jī)驅(qū)動(dòng)。力矩和速度無級可調(diào),不會(huì)導(dǎo)致襯紙拉斷。 c) 機(jī)械構(gòu)造為鋼板與型鋼焊接加工組成。
d) 套筒規(guī)格:內(nèi)徑:Φ76.2mm,長度:≤1700mm。(套筒用戶自備)。
e) 機(jī)構(gòu)圖如下:
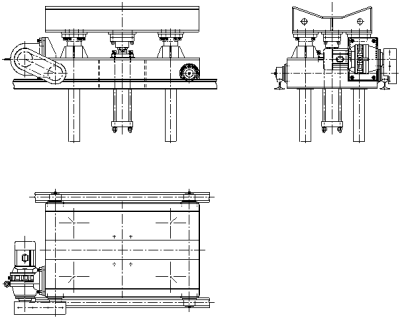
4.2.上料車
a) 具有升降和水平移動(dòng)功能,方便將鋼卷套入開卷機(jī)的卷筒上。
b) 升降采用液壓缸驅(qū)動(dòng),水平移動(dòng)采用AC1.5kw馬達(dá)驅(qū)動(dòng)。
c) 采用四根導(dǎo)柱行走更穩(wěn)重。
d) 機(jī)械構(gòu)造為鋼板與型鋼焊接加工組成。
e) 承載重量15T。
f) 鋼卷外徑:Φ1800mm/Φ1000。
g) 鋼卷寬度:1700mm。
h) 液壓缸升降行程450mm。
i) 機(jī)構(gòu)圖如下:
| 鋼卷原料參數(shù): | |
| 適用材質(zhì): | 冷、熱軋卷鋼 |
| 機(jī)械性質(zhì) | σS≤235Mpa σb≤500Mpa |
| 卷材厚度: | 4.0~16.0(Q235) 3.3~13.2(Q345) |
| 卷材寬度: | 1000~2200mm |
| 鋼卷內(nèi)徑: | Φ508+10-40、Φ610+10-40、Φ762+10-40 |
| 鋼卷外徑: | Φ1200~Φ2000mm |
| 鋼卷重量: | ≤35T |
| 橫剪成品參數(shù) | |
| 定尺長度: | 1. 800~12000mm |
| 定尺公差: | 1. 800~12000mm |
| 對角線公差: | 1. ≤±1.5/3000 |
| 碼垛重量: | ≤10000kg /臺 高度max:400mm |
| 設(shè)備其它參數(shù) | |
| 矯平速度 |
(剪板機(jī)連續(xù)剪切次數(shù)可達(dá)16次/min。): 4.0mm≤t≤13.0mm時(shí),高速度24m/min; 13.0mm<t≤16.0mm時(shí),高速度16m/min; |
| 電源: |
開卷機(jī)電機(jī) AC3kw 十一輥校平機(jī)電機(jī) AC110kw 剪板機(jī)電機(jī) AC45kw |
| 主要設(shè)備驅(qū)動(dòng)電機(jī): | 長30mX寬10.5m |
| 生產(chǎn)線占地面積(約): | 長30mX寬10.5m |
| 機(jī)組方向: | 由左至右(在操作臺面向機(jī)組) |
| 生產(chǎn)操作人員: | 技術(shù)工1人 一般工2人 |
| 設(shè)備顏色: | 客戶定 |
| 裝機(jī)容量: | 180kw |
傳真:0575-84886522
地址:浙江省紹興市柯橋區(qū)柯西工業(yè)區(qū)鑒湖路1809號

系方式")

備")
線:原來凈化板的生產(chǎn)流程是這樣的!")
注微信")